

เราได้รู้ปัจจัยตัวแรกคือความเร็วตัดไปแล้ว วันนี้เรามาแบบแพ็คคู่ เพราะว่าปัจจัยทั้งสองตัวนี้มักมาคู่กัน แบบไม่ได้บังคับ นั่นคืออัตราป้อนมีด และระยะกินลึก ซึ่งจะผูกโยงไปถึงการกลึงหยาบและกลึงละเอียด จาก ตัวเลขของทั้ง 2 ปัจจัยนี้ เรามาดูกันครับว่าคืออะไร
ตัวแรกคือ อัตราป้อนมีด คือระยะการเคลื่อนที่ของคมตัดในแนวแกนนอนต่อหนึ่งรอบการหมุนของชิ้นงาน หรือต่อนาทีก็แล้วแต่ คิดแบบนั่งวิ่งก็จำลองว่าเราวิ่งขึ้นบันไดวน 1 รอบอาจจะขึ้นไปได้ 1 ชั้น หรือ ครึ่งชั้น ก็แล้วแต่ เราก็คือการที่เมื่อเราวิ่งกลับมาตำแหน่งเดิม แล้วตัวเราขึ้นไปสูงได้กี่ชั้น (กี่เมตร)
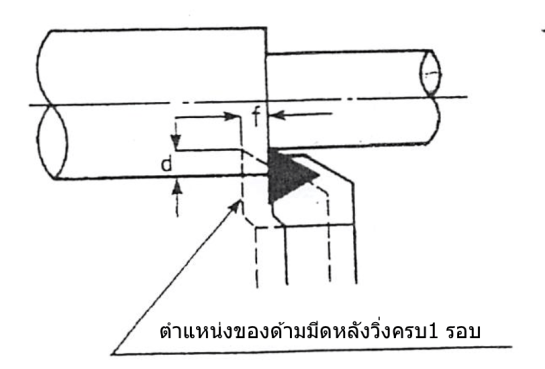
มาดูภาพประกอบกันครับว่าเมื่อชิ้นงานหมุนไปได้หนึ่งรอบ มุมคมตัดของเม็ดมีดก็เคลื่อนตัวไปได้ระยะ f ตามรูปข้างต้น ซึ่งบ้านเราก็จะเรียกเป็นหน่วย มม./รอบ ซึ่งเป็นหน่วยที่ผู้ผลิตมักใช้กำหนดในแคตตาล็อก เพื่อเป็นข้อมูลเบื้องต้นสำหรับการกำหนดปัจจัยเข้าในโปรแกรม
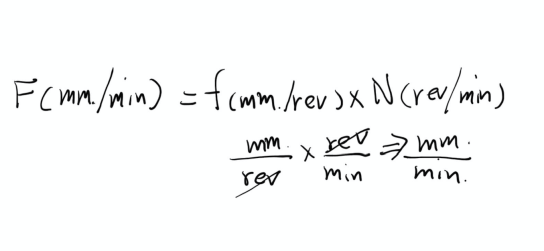
แต่ทั้งนี้ก็เหมือนกับความเร็วตัดที่เวลาจะโปรแกรมนั้น ต้องดูว่าเครื่องจักรนั้นเข้าใจอัตราป้อนมีด แบบหน่วย มม./รอบ หรือ มม./นาที หรือทั้งคู่ แล้วทีนี้ไอ้เจ้าหน่วย มม./นาที มันมายังไง มันก็มาจาก การเอาความเร็วรอบ (รอบ/นาที) มาคูณกับ อัตราป้อนมีดที่มีหน่วย (มม./รอบ) ซึ่งความเร็วรอบก็มาจากการคำนวณที่เราเรียนรู้จากตอนที่แล้ว

ย้อนกลับมาอัตราป้อนมีด ถ้าเราจำลองเป็นการวิ่งวนขึ้นบันได ยิ่งอัตราสูงก็เท่ากับแต่ละขั้นที่เราต้องก้าวขึ้นสูงมาก ซึ่งใช้พลังงานมาก และนักวิ่งต้องแข็งแกร่งพอตัว ซึ่งเปรียบเหมือนถ้าอัตราป้อนมีดสูงๆ ก็จะต้องใช้พลังงานเครื่องจักรมาก และคมตัดต้องแข็งแรงมากๆ
เมื่อพูดถึงอัตราป้อนมีดที่สูง(เร็ว) ก็จะนึกถึงคำว่าการกลึงหยาบ และการกลึงหยาบก็จะผูกไปถึงระยะกินลึกที่มากด้วยเช่นกัน แล้วระยะกินลึกคืออะไร
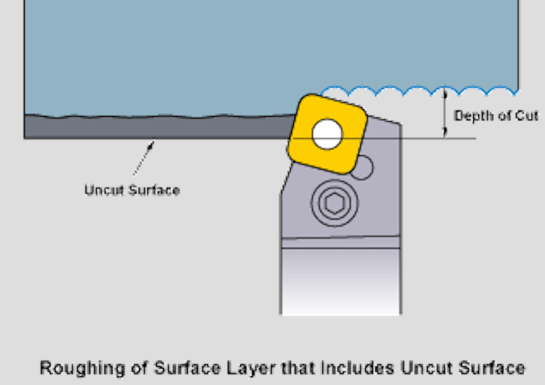
ระยะกินลึก (d.o.c. = Depth of Cut หรือ Ap) มีหน่วยเป็น มม. คือระยะที่คมตัด(คมมีด) กินลึกลงไปในเนื้อของวัสดุชิ้นงาน เปรียบเหมือน เมื่อเราต้องการตัดกระดาษที่หนาๆ ถ้ากรีดมีดเบาๆก็จะตัดเข้าบ้างไม่เข้าบ้าง แต่เมื่อลงแรงกดมีดมาก มีดก็กินเนื้อกระดาษลงไปได้ลึกขึ้น ก็จะสามารถตัดกระดาษให้ขาดได้ง่าย ซึ่งก็ต้องใช้แรง(พลังงาน)มากขึ้น เพื่อให้มีดกินเข้าเนื้อชิ้นงานได้ลึกขึ้น ยิ่งกินลึกมากเท่าไหร่ก็ยิ่งใช้พลังงานมากขึ้น

การกลึงหยาบโดยส่วนใหญ่ก็เลยมาพ่วงด้วย 2 ปัจจัยการกลึง คือ อัตราป้อนมีดที่สูง และระยะกินลึกที่มาก ซึ่งตรงข้ามกับการกลึงละเอียด ที่มีอัตราป้อนมีดที่ช้า และระยะกินลึกน้อยๆ ทั้งนี้เนื่องจากการกลึงหยาบนั้น จะใช้พลังงานสูง ตัวเครื่องจักรต้องมีกำลังสูงพอ ส่วนเม็ดมีดก็ต้องมีโครงสร้างที่แข็งแกร่งกว่าเม็ดมีดสำหรับกลึงงานละเอียด แถมการกลึงหยาบก็ส่งผลต้อผิมชิ้นงานที่หยาบ เราจึงเรียกว่ากลึงหยาบ หรืองานหยาบ ซึ่งผมจะมาอธิบายความสัมพันธ์ระหว่างผิวงานกับปัจจัยทั้ง2 ตัวนี้ในอนาคต
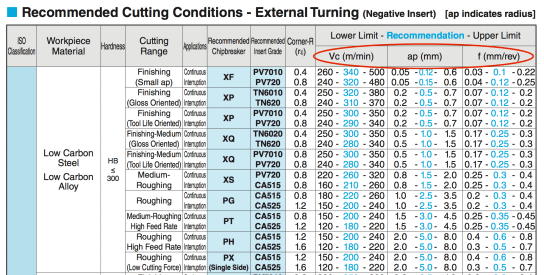
ตอนนี้ผู้อ่านก็คงเข้าใจปัจจัยการกลึงทั้ง 3 ซึ่งคือ V, f และ d.o.c. แล้วนะครับ ที่ผมบอกว่าเป็นปัจจัยหลักนั้นเพราะ เมื่อเรารู้ว่าต้องการจะกลึงวัสดุชิ้นงานอะไร ก็สามารถเลือกวัสดุเม็ดมีดได้ ซึ่งผู้ผลิตเม็ดมีดทุกเจ้าจะมีคำแนะนำความเร็วตัดให้ เราก็สามารถคำนวณหาความเร็วรอบที่เหมาะสมออกมาได้ และเมื่อเรารู้ว่าเราต้องการกลึงชิ้นงานนี้แบบหยาบหรือละเอียด ก็สามารถเลือกอัตราป้อนมีดและระยะกินลึกที่เหมาะสมกับสิ่งที่ต้องการได้ ความเร็วรอบที่คำนวณมาได้ก็จะช่วยเราให้หาอัตราป้อนมีดในหน่วย มม./นาที ได้ เห็นไหมครับเมื่อเรารู้หลักการและที่มาที่ไปของข้อมูลต่างๆ ไม่ว่าจะวัสดุชิ้นงาน วัสดุเม็ดมีด ความเร็วตัดที่เหมาะสม ก็จะช่วยให้เราสามารถเลือกเม็ดมีดได้แบบรู้ที่มาที่ไปเหมือนผู้เชี่ยวชาญ และสามารถใช้เม็ดมีดที่เราเลือกมาได้เหมาะสมกับประเภทของงาน แถมยังมีประสิทธิภาพที่เหมาะสมกว่า
