
 วันนี้เรามารู้จักความเรียบผิวกัน ต่อเนื่องมาจากอัตราป้อนมีดที่พูดถึงการกลึงหยาบและละเอียด ถ้าเราเอาแบบง่ายๆก็คือเวลาเรากลึงหยาบๆ มันก็น่าจะได้ผิวที่หยาบๆ ซึ่งก็ตรงข้ามกับการกลึงละเอียดก็ได้ผิวงานที่เรียบสวย แต่ถ้าจะลงลึกๆในรายละเอียดก็ติดตามอ่านดูนะครับ
วันนี้เรามารู้จักความเรียบผิวกัน ต่อเนื่องมาจากอัตราป้อนมีดที่พูดถึงการกลึงหยาบและละเอียด ถ้าเราเอาแบบง่ายๆก็คือเวลาเรากลึงหยาบๆ มันก็น่าจะได้ผิวที่หยาบๆ ซึ่งก็ตรงข้ามกับการกลึงละเอียดก็ได้ผิวงานที่เรียบสวย แต่ถ้าจะลงลึกๆในรายละเอียดก็ติดตามอ่านดูนะครับ

เมื่อคมมีดตัดเฉือนชิ้นงานวิ่งด้วยความเร็วตามอัตราป้อนมีดที่เราเรียนรู้มาในบทความที่แล้ว ปลายคมตัดของมีดหรือมุมปลายมีดนั้นไม่ได้แหลมเหมือนเข็ม เพราะถ้ายิ่งแหลมมากคมตัดก็จะยิ่งหักได้ง่าย (คิดแบบง่ายๆตามไปด้วยกันนะครับ) และระหว่างตัดเฉือนก็จะมีแรงต้านทำให้เกิดการสะท้านมากน้อยแล้วแต่ปัจจัยหลายๆอย่าง ทำให้ผิวงานที่ออกมาจริงๆจะเป็นลูกคลื่นแบบทิวเขา

ถ้าเราตัดปัจจัยเรื่องแรงสะท้านออก ลูกคลื่นที่เกิดจากการตัดเฉือนก็จะออกมาสม่ำเสมอ

คราวนี้ก็จะเห็นชัดขึ้นนะครับว่า ถ้าอัตราป้อนมีดที่ต่างกัน จากรูปเทียบกับทั้งสองรูปที่กินงานลึกเท่ากัน มีดลักษณะเดียวกัน ต่างกันที่อัตราป้อนมีด ซึ่งเราก็จะเห็นว่าอัตราป้อนมีดมากก็จะได้ลูกคลื่นที่มีจุดสูงสุดและต่ำสุดสูงกว่า ลูกคลื่นที่เกิดจาดอัตราป้อนมีดช้า

ความเรียบผิว มีหน่วยเป็น ไมครอน (micronmeter) คือความสูงของลูกคลื่นที่เกิดจากการตัดเฉือน ลูกคลื่นที่สูงๆต่ำๆก็เทียบเท่ากับความเรียบผิว เปรียบเหมือนเราเอาปลายเล็บลากผ่านระหว่างแต่ละยอดคลื่น ถ้าสูงต่ำต่างกันเยอะก็จะรู้สึกสะท้านเล็บซึ่งเหมือนกับผิวที่หยาบกร้านไม่ลื่นเรียบ

ตามทฤษฎีที่ผ่านการคำนวณ ทดลอง ทดสอบมาก็จะได้สูตรคร่าวๆของความเรียบผิว Rz ตามสูตรข้างต้น โดย f ก็คืออัตราป้อนมีด (มม./รอบ) และ R ก็คือมุมมนของปลายมีด(จะขอพูดถึงในครั้งต่อไป)
แล้ว Rz คืออะไร Rz ก็คือค่ามาตรฐานความเรียบผิวประเภทหนึ่ง ที่มีการกำหนดออกมา นอกจากนี้ยังมี Ra, Ry, Rmax, Rz(JIS) เป็นต้น ความ
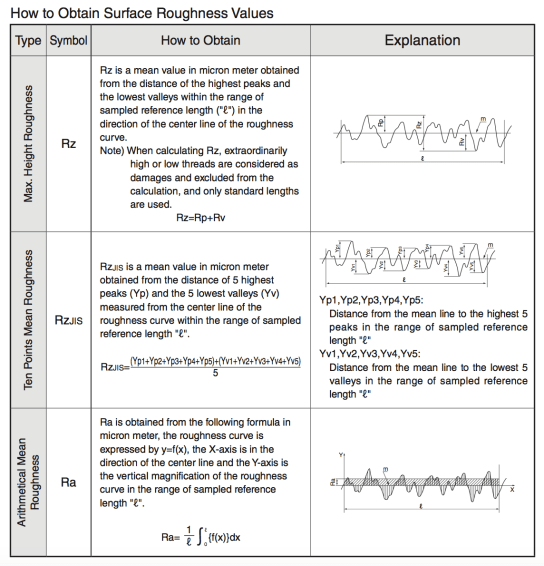
Rz หรือ Rmax หรือ Ry คือระยะสูงสุดจากยอดคลื่นมาจนถึงต่ำสุดของก้นคลื่น
Rz(JIS) เมื่อก่อนเรียก Rz คือค่าเฉลี่ยของ 5 ยอดคลื่นที่สูงที่สุด บวกกับค่าเฉลี่ย 5 ก้นคลื่นที่ต่ำที่สุด
Ra คือ ค่าเฉลี่ยพื้นที่ใต้คลื่นที่มีการคำนวณซับซ้อนเข้ามาเกี่ยวข้องมากกว่าตามรูปประกอบ

การใช้สัญลักษณ์กำหนดความเรียบผิวบนเขียนแบบนั้น เราควรที่จะเรียนรู้ไว้ เพื่อที่จะรู้ถึงค่าที่ความเรียบผิว ที่จะสามารถเอามาคำนวณด้วยสูตรข้างต้น เพื่อให้รู้อัตราป้อนมีดคร่าวๆที่เหมาะสม เพื่อให้ได้ค่าความเรียบผิวที่ต้องการตามแบบ

มาดูตัวอย่างกันครับ เมื่อชิ้นงานเป็นสามเหลี่ยมกลับหัว 4 ชิ้น หรือ Rz=0.2 และเม็ดมีดที่ใช้มีมุมมน R0.1 เมื่อแทนค่าในสูตร จะได้ f ออกมาประมาณ 0.013 มม./รอบ ซึ่งถ้างานหมุนที่ 5,000 รอบ/นาที อัตราป้อนมีดก็เป็น 65 มม./นาที (1วินาที มีดวิ่งไปเพียง 1มม.) ซึ่งช้ามาก ยิ่งถ้าความเรียบผิวถูกกำหนดให้เรียบมากขึ้น การกลึงก็จะไม่สามารถตอบสนองความต้องการความเรียบผิวได้ได้ จำเป็นต้องใช้กระบวนการเจียรแทน

Ra นั้นจะมีค่าประมาณ 1/4 ของ Rz หรือ Rz(JIS) ซึ่งปัจจุบันมาตรฐาน JISได้ยกเลิกการกำหนดความเรียบผิวโดยการใช้สามเหลี่ยมกลับด้านไปตั้งแต่ปี 1994 แล้ว
การที่เราเข้าใจที่มาที่ไปของความเรียบผิว ว่าสัมพันธ์กับอัตราป้อนมีดอย่างมีนัยะสำคัญ จึงสามารถเห็นภาพได้คร่าวๆว่า ความเรียบผิวที่เรียบมาก จะมาจากการกลึงด้วยอัตราป้อนมีดที่ช้า ซึ่งสอดคล้องกับคำว่ากลึงละเอียดที่อัตราป้อนมีดต่ำ ความเรียบผิวนั้นมีความสำคัญต่อชิ้นงานที่จะต้องมาประกอบรวมกัน ดังนั้นเราควรที่จะเข้าใจวิธีการอ่านค่าความเรียบผิวจากเขียนแบบได้ระดับหนึ่ง เพื่อที่จะสามารถคำนวณอัตราป้อนมีดที่เหมาะสมกับงานนั้นๆได้ ในบทความต่อไปจะมาพูดถึงปัจจัยอีกตัวที่มีผลกับความเรียบผิว
